
Съгласно Директивата на ЕС RoHS (Директивен акт на Европейския парламент и Съвета на Европейския съюз относно ограничаването на употребата на определени опасни вещества в електрическо и електронно оборудване), Директивата изисква забраната на пазара на ЕС за продажба на електронни и електрическо оборудване, съдържащо шест опасни вещества като олово като „зелен производствен“ процес без олово, който се превърна в необратима тенденция на развитие от 1 юли 2006 г.
Изминаха повече от две години, откакто безоловният процес започна от подготвителния етап.Много производители на електронни продукти в Китай са натрупали много ценен опит в активния преход от безоловно запояване към безоловно запояване.Сега, когато процесът без олово става все по-зрял, фокусът на работата на повечето производители се промени от просто да могат да внедрят безоловно производство към това как цялостно да подобрят нивото на безоловно запояване от различни аспекти, като оборудване , материали, качество, процес и консумация на енергия..
Процесът на запояване без олово е най-важният процес на запояване в настоящата технология за повърхностен монтаж.Той се използва широко в много индустрии, включително мобилни телефони, компютри, автомобилна електроника, вериги за управление и комуникации.Все повече и повече оригинални електронни устройства се преобразуват от монтирани през отвор към повърхностен монтаж, а запояването с препълване замества запояването с вълна в значителен диапазон е очевидна тенденция в индустрията за запояване.
И така, каква роля ще играе оборудването за запояване с преплавяне във все по-зрелия безоловен SMT процес?Нека го разгледаме от гледна точка на цялата SMT линия за повърхностен монтаж:
Цялата SMT линия за повърхностен монтаж обикновено се състои от три части: екранен принтер, машина за поставяне и пещ за преформатиране.За машините за поставяне, в сравнение с безоловните, няма ново изискване за самото оборудване;За машината за ситопечат, поради малката разлика във физическите свойства на безоловната и оловната спояваща паста, се поставят някои изисквания за подобрение на самото оборудване, но няма качествена промяна;Предизвикателството на безоловното налягане е точно върху пещта за префлояване.
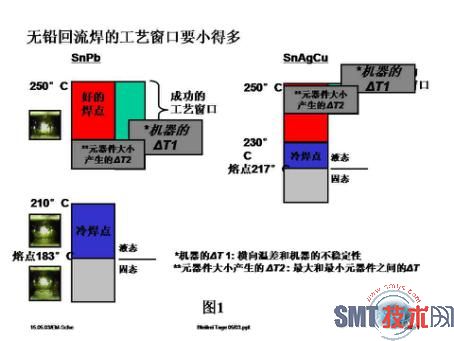
Както всички знаете, точката на топене на оловната спояваща паста (Sn63Pb37) е 183 градуса.Ако искате да образувате добра спойка, трябва да имате 0,5-3,5 um дебелина на интерметалните съединения по време на запояване.Температурата на образуване на интерметални съединения е 10-15 градуса над точката на топене, която е 195-200 за оловно спояване.степен.Максималната температура на оригиналните електронни компоненти на платката обикновено е 240 градуса.Следователно, за запояване с олово, идеалният прозорец на процеса на запояване е 195-240 градуса.
Безоловното запояване доведе до големи промени в процеса на запояване, тъй като точката на топене на безоловната спояваща паста се промени.В момента често използваната безоловна спояваща паста е Sn96Ag0.5Cu3.5 с точка на топене 217-221 градуса.Доброто безоловно запояване трябва също да образува интерметални съединения с дебелина 0,5-3,5 um.Температурата на образуване на интерметални съединения също е с 10-15 градуса над точката на топене, която е 230-235 градуса за безоловно запояване.Тъй като максималната температура на оригиналните електронни устройства за безоловно запояване не се променя, идеалният прозорец на процеса на запояване за безоловно запояване е 230-240 градуса.
Драстичното намаляване на прозореца на процеса доведе до големи предизвикателства за гарантиране на качеството на заваряване и също така донесе по-високи изисквания за стабилност и надеждност на оборудването за безоловно запояване.Поради страничната температурна разлика в самото оборудване и разликата в топлинния капацитет на оригиналните електронни компоненти по време на процеса на нагряване, обхватът на температурния прозорец на процеса на запояване, който може да се регулира в контрола на процеса на запояване без олово, става много малък .Това е истинската трудност на безоловното повторно запояване.Сравнението на конкретния прозорец на процеса на запояване без олово и без олово е показано на фигура 1.
В обобщение, пещта за повторно оформяне играе жизненоважна роля за качеството на крайния продукт от гледна точка на целия безоловен процес.Въпреки това, от гледна точка на инвестицията в цялата SMT производствена линия, инвестицията в пещи за безоловно запояване често представлява само 10-25% от инвестицията в цялата SMT линия.Ето защо много производители на електроника незабавно замениха оригиналните си фурни за преформатиране с по-високо качество, след като преминаха към производство без олово.
Време на публикуване: 10 август 2020 г